

欢迎您的来电
15100821688
动态分类
DYNAMIC CATEGORY
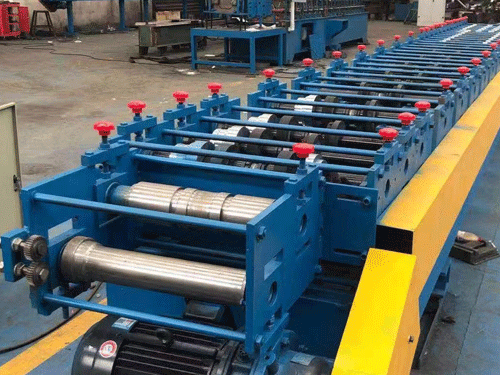




复合板生产线的工艺流程
文章摘要:
选择符合客户要求的大理石面板竺,明确材料的品种型号以及颜色的一致性。注意选择面板时,应其疤、翘曲、沙眼、凹陷、污点等,如果毛板看不出效果,则用水枪
复合板生产线的工艺流程
一、挑选面板
选择符合客户要求的大理石面板竺,明确材料的品种型号以及颜色的一致性。注意选择面板时,应其疤、翘曲、沙眼、凹陷、污点等,如果毛板看不出效果,则用水枪喷洒板面后才确定是否可做面板。
二、面板复合前工序
如遇磨光面加上网的面板,则要后送到手扶磨机退光,根据平整度退光干磨整平,但不能深磨;然后折掉网布铲平板面胶,如铲不掉则应上手扶磨机磨掉网面的胶,以双面的平整。
给干磨后的面板除粉尘,底板复合前工序:对有光度的底板应先退光再定厚,通常20mm底板应定厚为17mm。底板定厚后除水份。可拉到场外晒干、烘干或吹干,注意板不干是不能上胶,避免脱层或不牢固。
上胶复合,检查复合板生产线面板和底板是否干透,挑出含水分的板。调胶,将胶水与碳酸钙调均匀,色粉要调到与面板颜色基本一致。根据当时气候湿度适量添加固化剂,固化剂与胶水之比在1~3%。
三、复合
先将调好的胶分别均匀涂于于面板和底板的复合面上,再将面板和底板胶面进行重合,接着将手按板中间反复推压让空气往外跑,用同样的方法上块底板,然后再上中间夹子并夹紧,并分别对角夹小夹子,待四面都夹完后,再逐个检查夹子是否夹紧,逐边检查四边胶水是否均匀被挤出,否则可能存在上胶不匀。
松夹子。固化时间一般为40分钟左右,方可松夹子,否则会脱层。固化。将复合板生产线复合的板松夹子后堆放整齐,并记录制作时间,待5~8小时后方可切锯。
四、切锯
挑选已达规定固化时间的板方可拉到切锯机旁切割。对剖。切割前先量板的厚度并确定锯片进刀在板的中间位置,对切两块板的厚度差不超过1mm,单片对角厚度和平整度不超过0.5mm。
操作时应注意水压是否正常,仪表调速按快-慢-快的原则,在锯片进入三分之二后,则应逐步加速进刀,并在切锯后面的板缝垫上朩尖。在听到锯切声音不正常时,应停机检查锯片是否裂口,及时调换旧锯片,避免炸锯条损坏锯轮皮带和护罩。切锯时注意观察锯路走向,防止走刀或锯斜。发生此类情况应及时向上反映。
五、接锯片上刀头和机械保养
焊接锯条应掌握火候,不断接头并且磨平,锯条的平直度严格检测和整修,发现锯条裂口应及进焊补,报废锯条的刀头根据磨损程度应回收使用,机械应定期加黄油及清理保养。
六、定厚度和平整度
对分切板根据客户要求按厚度范围分类,再进行定厚,提高平整度。
七、刷面胶、磨光、磨边倒角
对定厚板刷面胶,抛磨时使用的压力和速度根据板的厚度而定,整体光度要达到90度以上,然后进行磨边和倒角。对未磨到位的边角位,在收板时应挑出,再使用小水磨机局部抛磨,避免返工或自动磨时磨损面板。规格板对角线厚度应小于0.5mm,该倒角的板应-客户要求的垂直度。

