

欢迎您的来电
15100821688
动态分类
DYNAMIC CATEGORY
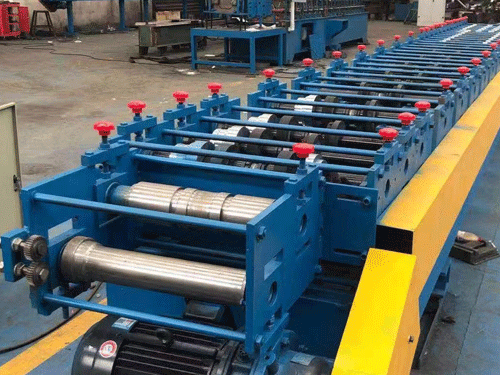




彩钢压瓦机的焊接标准及操作流程
2013-12-03 10:18:53
文章摘要:
如果焊件的拘束度较小,彩钢压瓦机组装在焊接应力作用下。如板厚较薄或处于自由无拘束状态下,则焊件会产生相应的尺寸变化或缩短或弯曲或翘曲等。
如果焊件的拘束度较小,彩钢压瓦机组装在焊接应力作用下。如板厚较薄或处于自由无拘束状态下,则焊件会产生相应的尺寸变化或缩短或弯曲或翘曲等。如果焊件的拘束度很大,如板厚较大、形状复杂或因人为施加的夹具而处于较强的拘束状态下,此时焊件不能自由变形,但在焊接应力作用下会产生局部的应变,同时发生较大的剩余应力。焊缝区残余应力的峰值可以达到资料的屈服强度值。
彩钢压瓦机的操作流程
1、启动彩钢压瓦机前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部位、按钮是滞在正确位置。
2、检查上下剪切刀的重合度和性;检查各定位装置是否符合被加工的要求。
3、设备启动后空运转1-2分钟,上下刀满行程运动2-3次,如发现有不正常声音或有故障时应立即停车,将故障排除,正常后方可工作。工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,配合人员均在 位置方准发出切断信号。
4、彩钢压瓦机发生异常立即停机,检查原因并及时排除。
5、运转时发现工件或模具不正,应停车校正,严禁运转中用手校正以防伤手。禁止超厚的铁板或淬过火的钢板、合金钢、方钢和超过板料彩钢压瓦机性能的板料,以免损坏机床。
6、经常检查上、下刀的重合度;压力表的指示是否符合规定。
7、在改变可变下刀的开口时,不允许有任何料与下刀接触。

