

欢迎您的来电
15100821688
动态分类
DYNAMIC CATEGORY
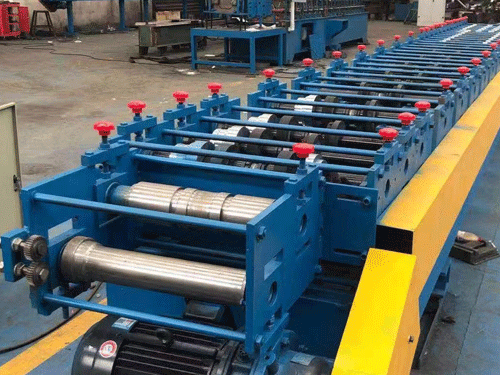




彩钢压瓦机的操作及焊接标准
文章摘要:
如果焊件的拘束度较小,彩钢压瓦机组装在焊接应力作用下。如板厚较薄或处于自由无拘束状态下,则焊件会产生相应的尺寸变化或缩短或弯曲或翘曲等。
如果焊件的拘束度较小,彩钢压瓦机组装在焊接应力作用下。如板厚较薄或处于自由无拘束状态下,则焊件会产生相应的尺寸变化或缩短或弯曲或翘曲等。如果焊件的拘束度很大,如板厚较大、形状复杂或因人为施加的夹具而处于较强的拘束状态下,此时焊件不能自由变形,但在焊接应力作用下会产生局部的应变,同时发生较大的剩余应力。焊缝区残余应力的峰值可以达到资料的屈服强度值。
而拘束度则与结构节点形式、施焊顺序、板厚、外加夹具的紧固程度等种种因素有关。彩钢设备机前、后两排队的四角从大架到底轴上端的高度量一致,彩钢设备因此焊接内应力们大小与钢材的热膨胀系数以及接头拘束度有关。结构钢材的膨胀系数变化很小。然后从排到一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。C型钢机;把彩钢压瓦机一排和一排找好中心,PCB工业出现的增长态势点评,然后紧固两边锁母,中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。阀门的分类;彩钢压瓦机压板跑偏的调试方法,如板向右跑,垫左角(进料架),或落右边底平(几轴跑偏落几轴底平,上轴随底轴下落)。
如何操作彩钢压瓦机
1、启动彩钢压瓦机前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部位、按钮是滞在正确位置。
2、检查上下剪切刀的重合度和性;检查各定位装置是否符合被加工的要求。
3、设备启动后空运转1-2分钟,上下刀满行程运动2-3次,如发现有不正常声音或有故障时应立即停车,将故障排除,正常后方可工作。工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,配合人员均在 位置方准发出切断信号。
4、彩钢压瓦机发生异常立即停机,检查原因并及时排除。
5、运转时发现工件或模具不正,应停车校正,严禁运转中用手校正以防伤手。禁止超厚的铁板或淬过火的钢板、合金钢、方钢和超过板料彩钢压瓦机性能的板料,以免损坏机床。
6、经常检查上、下刀的重合度;压力表的指示是否符合规定。
7、在改变可变下刀的开口时,不允许有任何料与下刀接触。
8、先退出控制系统程序,后切断电源。本彩钢压瓦机所用液压油为ISOHM46或MOBILDTE25。

